Energy Conservation in Metal Finishing Operations
 Overview
Overview
In Minnesota, fabricated metal operations are the second largest consumer of industrial electrical energy and metal finishing was the sixth largest segment identified for fabrication electrical consumption. Metal fabrication was also the third largest industrial consumer of natural gas with metal finishing constituting the largest portion of this consumption accounting for about one third of it. According to MnTAP’s Energy Conservation Market Analysis, the plating, polishing, and finishing sub-sector accounts for approximately 32% of the total gas use of fabricated metal operations in Minnesota. The analysis also identified that this sub-sector offers the most potential natural gas savings. The electrical use of the plating, polishing, and finishing sub-sector has the potential for nearly 18% estimated savings. There are many opportunities available to reduce gas and electrical consumption in in your metal finishing facility.
The Energy Center in Wisconsin published information on energy use in the metal finishing industry and related conservation opportunities in two volumes:
- Metal Finishers Guide to Reducing Energy Costs [PDF 179KB]. This guide provides step-by-step instructions on how to improve the efficiency and reduce the costs of metal finishing. It offers an Action Step Checklist to help you organize and track the actions you take in your
facility. - Metal Finishers Technical Supplement [PDF 341KB]. This reference provides technical information to support the energy-saving techniques, or actions, described in the Energy Center of Wisconsin’s Metal Finisher’s Guide to Reducing Energy Costs.
Electrical End-Use in Metal Finishing Processes
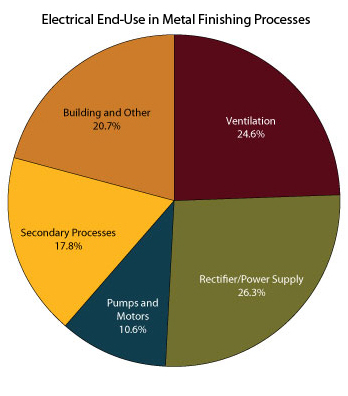 The chart to the right shows the percentage electrical end-use by metal finishing processes as identified in an American Electroplaters and Surface Finishers (AESF) study. “Secondary Processes” includes process heating, compressed air, waste treatment, and polishing. “Building and Other” includes lighting, air conditioning, and other uses.
The chart to the right shows the percentage electrical end-use by metal finishing processes as identified in an American Electroplaters and Surface Finishers (AESF) study. “Secondary Processes” includes process heating, compressed air, waste treatment, and polishing. “Building and Other” includes lighting, air conditioning, and other uses.
On the electrical side, process power (rectifiers) and ventilation are the largest portions of energy consumption, followed by lighting, pumps, and motors. The following are opportunities to increase energy efficiency through energy improvements.
Power supply improvements
High energy use in rectifiers is typically due to heat loss. Check all joints in the rectifier for hot spots caused by resistance and heat generation and clean those joints. Other resistance losses may be caused by corrosion within the rectifier, the use of undersized conductors, or excessive distance between the rectifier and the tank. Choose a rectifier that is water-cooled or convection-cooled instead of fan-cooled. Fan-cooled rectifiers use additional energy to operate the fan and have a higher potential for corrosion from the air input. Convection-cooled rectifiers remove heat without a fan. Although the initial cost of water-cooled rectifiers is greater, they provide the greatest efficiency. Energy is not wasted on operating a fan and the heated water can be reused in your facility.
There are opportunities to minimize losses in your electrical power supply systems. If electrical conductors are undersized or their connections have air or corrosion gaps in them, some of the electricity is converted to heat and lost. In AC to DC power rectifiers, if the conversion process is not proceeding correctly they produce less DC electricity and more heat. The following new design and maintenance practices minimize these losses:
- Have a thermal imaging inspection performed to identify high-temperature electrical conductors and electrical connections. Repair poor connections and upgrade undersized conductors.
- Have measurements taken to determine the actual electrical transformation efficiency of your existing rectifiers.
- After identifying current replacement options, efficiency, and cost, evaluate the financial return for replacing rectifiers with more efficient models.
- Conduct routine maintenance to insure existing rectifiers operate efficiently and operating temperatures are minimized.
Ventilation improvements
Ventilation is a high user of energy in metal finishing facilities. There are costs associated with operating fans, supplying energy to make-up air, and treating exhaust air. Ventilation is important in avoiding corrosive fumes that deteriorate the facility and equipment.
Opportunities are available to improve your ventilation system. Energy may be conserved through recovering exhaust. High volumes of air are exhausted; if recovered and transferred to the make-up, it can reduce the energy needed to condition make-up air.
The Energy Center in Wisconsin provides the following list to optimize your existing plant ventilation system:
- Create a list of all ventilated workstations.
- For each workstation determine the ventilation requirement according to regulations and your facility’s standards.
- For each ventilation point have the actual ventilation rate measured by a qualified ventilation service company.
- For each ventilation point determine required ventilation rate from the American National Standards Institute (ANSI) standards (see your local contractor or the technical supplement to this guide).
- Pursue these actions as appropriate:
- To reduce the amount of ventilation needed: cover idle tanks, improve hood and baffle designs, and identify mist suppressant options. Hire a firm that specializes in this if you do not have the expertise available.
- If you have identified excessive ventilation reduce exhaust airflows by improving ventilation hood and baffle design. If airflow reduction is more than 20% of rated ventilation fan capacity, reduce fan speed and rebalance the system.
- You can reduce fan speed by changing pulley wheel sizes in belt-driven systems, installing a variable-speed drive on direct-drive fans, installing an adjustable speed coupling on direct-drive systems, and replacing the existing motor with a lower-speed or multiple-speed motor. Replacing the entire fan/motor assembly is also an option. Remember that whenever you reduce total ventilation airflow or adjust one or more ventilation hoods, you must rebalance the system.
- If ventilation requirements at a workstation vary, then vary the ventilation rate to match the need. You can shut down the ventilation when unnecessary or vary the ventilation rate to match changing needs. Use a VSD on the fan instead of a damper.
However, you should also evaluate if an entirely new ventilation system would provide you with substantial energy savings and if it fits into your capital improvement plans. Installing a new system, such as a push-pull ventilation system, can reduce the volume of air being moved, saving both electrical and fuel energy.
Lighting improvements
Lighting improvements can be simple, and have the potential to save on energy costs. Lighting fixtures should be cleaned and maintained. Lighting systems are often designed to provide more light than necessary to compensate for dirty reflectors. Increase energy efficiency in your lighting systems by reducing over lighting and removing diffusers. Zone lighting systems by installing lumen maintenance systems and activity sensors so that lights are on only when an area is in use. Dimmer controls can save energy by allowing the adjustment of light intensity.
The Energy Center in Wisconsin provides the following list to reduce lighting costs by using more efficiency lighting technologies and reducing unnecessary lighting:
- If your fluorescent lights do not have electronic ballasts and T-8 (1 inch diameter or smaller) bulbs, contact a lighting supplier or consultant to evaluate the economics of replacing your lighting system with a newer, more efficient system.
- Identify periods when lighting remains on when not needed for production or safety. Quantify the number of fixtures and number of hours of unnecessary lighting. Contact a lighting supplier or consultant to evaluate the economics of installing automatic switching controls, which can turn lighting off when an area is unoccupied.
- Identify any outdoor lighting that is on during the day and install a photosensor to control this lighting.
- If you have any mercury vapor high bay or outdoor lights, contact a lighting supplier or consultant to evaluate the economics of installing metal halide fixtures with the same light output.
Compressed air improvements
Compressed air is one of the most expensive uses of energy in a manufacturing plant. About 8hp of electricity is used to generate 1hp of compressed air. Calculating the cost of compressed air can help you justify system improvements that increase energy efficiency. Visit MnTAP’s Greening Your Business Compressed Air page for tips for increasing your compressed air system’s efficiency and decreasing costs.
Fuel End-Use in Metal Finishing Processes
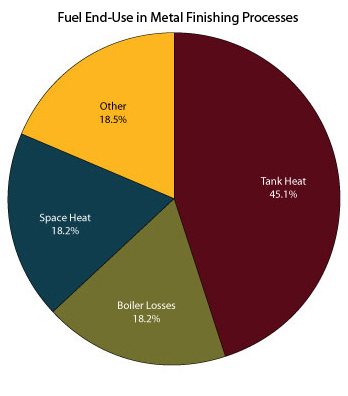 The chart to the right shows the percentage fuel end-use by metal finishing processes as identified in an AESF study. “Other” includes ovens and dryers, vapor degreaser heating and stills, waste recovery evaporators, and other uses.
The chart to the right shows the percentage fuel end-use by metal finishing processes as identified in an AESF study. “Other” includes ovens and dryers, vapor degreaser heating and stills, waste recovery evaporators, and other uses.
On the gas side, the largest consumers of fuel are process tank heating, boiler operation, and space heating.
Low temperature chemistries
Low temperature chemistries can create gas savings for metal finishers. Processing and cleaning parts using low temperature chemistries mean the tanks need less water heating, and therefore less natural gas consumption. Additional opportunities exist for metal finishers, including optimizing plating bath temperatures through added insulation. Process changes, such as using more efficient rinsing techniques, are often inexpensive compared to purchasing new equipment and may have greater potential for adoption.
Ventilation improvements through push-pull systems
Incoming air in a push-pull ventilation system is generally near the exhaust rather than being added to the building, potentially hundreds of feet away. Incoming or push air divides the work of moving air across a tank and creates an “air curtain” across the tank. Typically, it takes less effort (smaller volumes and fans) to move air from both sides than it does from a single side. In addition, since the make-up air is quickly exhausted and not added to the building as general ventilation, it does not need to be heated unless it has an adverse effect on the tank’s operation. Since less heat is needed, natural gas consumption can be reduced.
Ventilation control
Improved ventilation is generally a large capital improvement project that can affect tank locations and parts movement; it fits best when a line is being re-built. However, lowering the ventilation rate during down times can reduce gas consumption. To optimize the use of natural gas in the ventilation system, identify periods when the facility is not processing parts and reduce the fan speed and ventilation rate. Additionally, using automatic covers, efficient building insulation, and radiant heating for spot area heating can create pollution prevention and energy savings.
Energy Conservation Resources
- A Tank Heat Loss Calculator was developed by MnTAP to estimate the effects of insulating tanks, substituting low-temperature chemistries, or estimating energy consumption. Contact Karl DeWahl to learn more or access the calculator.
- EPA Report: Energy Trends in Selected Manufacturing Sectors: Metal Finishing [PDF 272KB]. This report assess the opportunities and challenges for environmentally preferable energy outcomes in the metal finishing industry.
- EPA & Concurrent Technologies Corporation: Evaluation of the KCH Services, Inc. Automatic Covered Tank System for Energy Conservation. An EPA pilot, which ended in 2003, verified the performance of commercial-ready metal finishing technologies that are designed to improve industry performance and achieve cost-effective pollution prevention results. The automated covered tank system technology is designed for metal finishing energy conservation.
- DOE: Metal Coating Industrial Assessment of Burton Metal Finishing, Inc. The Industrial Assessment Center at West Virginia University performed an energy assessment at Burton Metal Finishing, Inc. at Columbus, Ohio. Seven of the 12 recommendations made by the assessment team were implemented, resulting in the reduction of energy consumption by 1,411 MMBtu per year, and an annual saving of $19,277.